Технологический процесс изготовления творога
При выработке творога раздельным способом на существующем оборудовании ряд операций выполняется вручную, отсутствует поточность производства, большие неудобства создает использование мешков для прессования сгустка. Все эти недостатки устраняются при использовании специальных сепараторов.
Готовый творог расфасовывают на автоматах. На данных линиях в час вырабатывается 500-600 кг творога; предназначены они для крупных молочных заводов, перерабатывающих за смену на творог не менее 30 т молока.
Основным преимуществом этой линии является полная механизация технологического процесса, который осуществляется непрерывно и в закрытом потоке. В результате исключены все ручные операции по выработке творога (за исключением мойки оборудования). Самый трудоемкий процесс - отделение сыворотки из сгустка - происходит непрерывно при помощи сепаратора. В результате чего улучшаются санитарно-гигиенические условия производства, пошл шлется производительность труда, снижается себестоимость и повышается качество готового продукта.
Поточно-механизированный способ производства творога
Способ заключается в том, что сгусток при выработке творога образуется под действием молочной кислоты, которую добавляют к молоку в виде кислой сыворотки. Сквашивание молока и выделение сыворотки из сгустка происходит в многосекционных творогоизготовителях непрерывного действия. В них можно вырабатывать жирный, полужирный и обезжиренный творог. Схема поточно-механизированного способа производства творога представлена на рисунке 4.
При поточно-механизированном способе производства творога подготовка молока к заквашиванию осуществляется обычным путем. Очищенное, нормализованное и пастеризованное молоко охлаждают и направляют в вертикальные резервуары, где молоко подвергается частичному сквашиванию. Для этого к нему добавляют закваску и после тщательного перемешивания оставляют для нарастания кислотности.
Для обеспечения непрерывности процесса молоко из каждого резервуара подается в творогоизготовитель в количестве 25-50%, а вместо него в резервуар подается свежее молоко. Смесь свежего и частично сквашенного молока за небольшой промежуток времени снова достигает желаемой кислотности. Таким образом, частичное сквашивание молока перед его переработкой осуществляется непрерывно-цикличным методом.
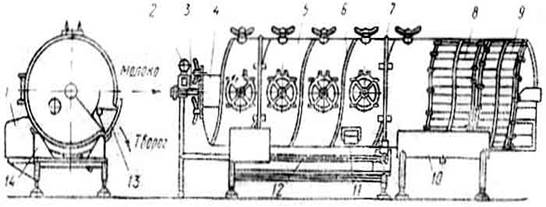
Рисунок 4. Схема поточно-механизированного способа производства творога
1 - привод: 2 - автоматический дозатор: 3 - трубопровод для молока: 4 - приемник: 5 - многосекционный барабан: 6 - винтовая перегородка; 7 - бандаж; 8 - съемная сетка: 9 - щиток решетчатый: 10 - поддон; 11 - режущее устройство; 12 - несущая рама; 13 - лоток; 14 - ролики с кронштейном.
Кислая сыворотка, применяемая для образования творожного сгустка, должна быть подготовлена заранее. Для этого сыворотку, полученную при прессовании творога, подогревают и в нее вносят закваску. Сыворотку сквашивают в резервуаре в течение 2-3 суток, в течение последующих 7-10 дней сыворотку сквашивают методом разбавления (к некоторому количеству кислой сыворотки добавляют новые порции свежей). Перед направлением кислой сыворотки в творогоизготовитель ее пастеризуют и охлаждают.
Новое на сайте:
Требования к качеству хлебобулочных изделий
Требования к качеству хлебобулочных изделий следующие: Внешний вид хлеба и булочных изделий. Форма должна быть правильной, без боковых выплывов, не мятой; для формового хлеба - соответствующей хлебной форме, в которой его выпекали, с несколько выпуклой верхней коркой; для подового - круглой, овальн ...
Архитектурно-строительный раздел
Генеральный план ресторан первого класса на 50 мест разрабатывается в соответствии со СНиП II-М.1-71 «Генеральные планы промышленных предприятий. Нормы проектирования». Предполагаемое месторасположение проектируемого ресторана Советский район города Казани, на улице Пионерская, предприятие располаг ...
Транспортировка, хранения
При перевозке мяса используют специально оборудованный железнодорожный, водный и автомобильный транспорт. Большое распространение в перевозке продуктов на предприятия розничной торговли имеют авторефрижераторы с изотермическими кузовами с охлаждением, а также специально оборудованном транспорте, ко ...
Категории
- Главная
- Пища, приготовленная самой природой
- Технология производства пива
- Тепловая обработка пищевых продуктов
- Технология приготовления блюд
- Молоко и кисломолочные продукты
- Шоколад - гормон счастья
- Материалы